燃氣導熱油鍋爐主要由燃燒機、爐膛、循環油泵、膨脹油罐、煙囪和控制系統組成。采用天然氣或者液化石油氣作為燃料,在爐膛內噴射明火加熱導熱油,由循環油泵驅動熱油在導熱油鍋爐和用熱設備間循環,起到加熱控溫的效果。廣泛應用于石油、化工、制藥、紡織印染、輕工、建材、食品、筑路瀝青加溫等需要高溫的工業領域。

燃氣導熱油鍋爐,其在鍋爐本體上的受熱面上,結構是非常緊湊的。因為,其受熱面是由內外緊密排布的圓盤構成的,內盤管為輻射受熱面,而外盤管,則是與內盤管的外表面構成對流受熱面。今天小編帶你了解燃氣導熱油鍋爐盤管的制造工藝。
一、盤管的重要性
導熱油鍋爐盤管是導熱油鍋爐最重要的組成部件,也是唯一的承壓部件,管外壁吸收燃料燃燒產生的化學熱,由管內壁把熱量傳遞給管內的導熱油。導熱油鍋爐能否安全的使用,很大部分取決于盤管的質量,由此可見盤管的制造工藝尤其重要了。

二、盤管原材料:
導熱油鍋爐盤管采用國內優質品牌的國標鍋爐專用無縫鋼管(GB3087)作為鍋爐換熱盤管的原材料,每支鋼管均為12米定尺,其強度和延展性均符合導熱油鍋爐盤管的特性。

1).制程一:
原管管對接,采用切角開槽機,做30°的焊接坡口,焊接前的加口除銹及焊面工整,焊透率強。

2).制程二:
焊接機使用國內知名焊機品牌華恒焊機,使用的360°全方位自動的氬弧焊接,保證焊接質量。

搭配上述開坡口單面焊透管內焊道透平,管內熱媒流動順暢
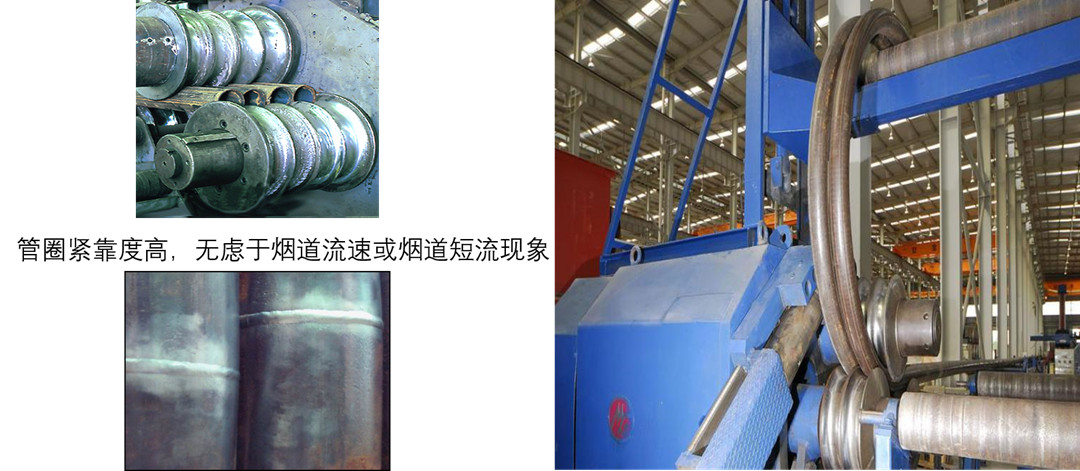
3.制程三:
盤管彎曲加工成型,多管同時進入卷管模具采用全自動大馬力卷管機,多支管同時卷取,受壓標尺相等加工尺寸工整,不會有高低不同的管圈直俓。
4.制程四:質量檢測:
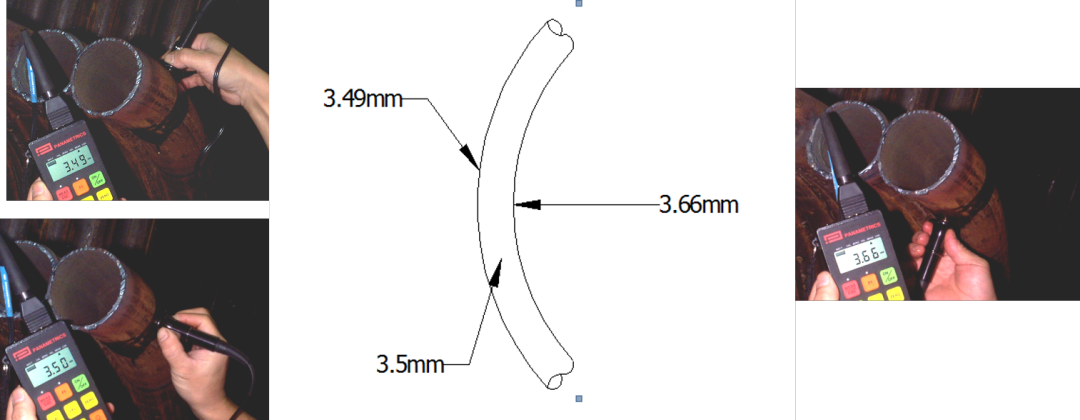
1.外部厚度檢驗:
依據鍋爐檢查規程,零件材施行彎曲成加工后減薄,不能超過0.25mm,對目前本廠使用焊縫在加工彎曲后施行厚度測量,且在0.15mm全部屬正常值。
2.焊縫內部X光射線檢測:
依據鍋爐檢查規程,對焊縫進行10%X光射線檢測,對焊縫試樣進行機械性能測試。

制程五:管圈固定方式
導熱油鍋爐使用,為適應其溫度的變化,材料的熱脹冷縮現象,盤管固定方式如下:

制程六:盤管壓力試驗:
單圈盤管制造完成后采用水壓試驗,試驗壓力為2倍的設計壓力;盤管全部制造完成后,進行整體水壓試驗,試驗壓力為1.5倍的設計壓力。

以上為奧德燃氣導熱油鍋爐盤管的制造工藝,大家有時間可以了解一下。同時也可以多關注我們奧德機械溫控設備,后續會對其他性能參數有更多的新鮮資訊,我們也會定期更新的哦。

